| MAPA – MANUTENÇÃO INDUSTRIAL – 53_2024 | |
| Período: | 15/07/2024 08:00 a 15/09/2024 23:59 (Horário de Brasília) |
| Status: | ABERTO |
| Nota máxima: | 3,50 |
| Gabarito: | Gabarito não está liberado! |
| Nota obtida: | |
| 1ª QUESTÃO | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
M.A.P.A. – MANUTENÇÃO INDUSTRIAL
Manutenção Industrial garante eficiência operacional
Seja bem-vindo!
Essa atividade te auxiliará a desenvolver competências técnicas muito importantes para o mercado de trabalho, especialmente na área de manutenção industrial. Assim, é essencial que você leia com atenção cada linha da atividade, pesquise soluções em outras fontes, resolva os exercícios com calma, discuta com seus colegas de turma e não hesite em contatar o professor mediador em caso de dúvidas. Tudo isso faz parte do processo de aprendizagem ativo e imersivo. INSTRUÇÕES DE ENTREGA
Este é um trabalho INDIVIDUAL. Parabéns! Você conquistou o seu primeiro emprego como profissional em uma renomada empresa do setor de manufatura, com o objetivo de integrar um novo grupo de trabalho com foco na alavancagem da manutenção da empresa, que está tendo pouco prestígio e cujas pessoas aparentam desmotivação (com isso, os indicadores industriais mostram que a manutenção precisa de ajuda!). Após passar algumas semanas no seu novo posto de trabalho, entrevistando pessoas, analisando documentos, acompanhando atividades, realizando medições de tempo e avaliando procedimentos, você chega à conclusão de que a empresa possui vários pontos de melhoria na área da manutenção e apresenta um plano para o gerente industrial, com foco em três linhas de trabalho fundamentais: Gestão de Pessoas, Planejamento e Controle da Manutenção e Indicadores de Desempenho da Manutenção.
GESTÃO DE PESSOAS
Fonte: o autor.
Fonte: o autor.
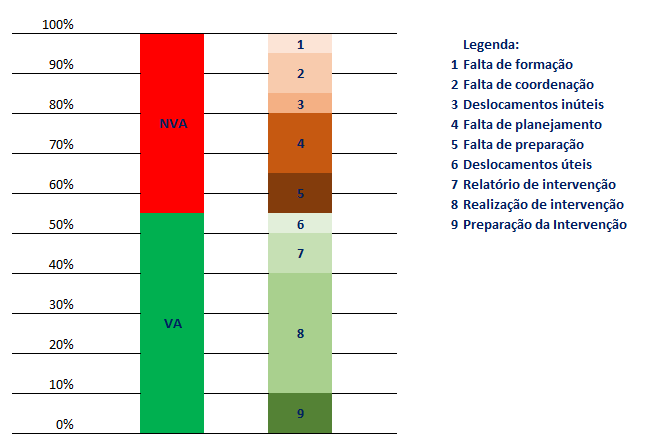
PLANEJAMENTO E CONTROLE DA MANUTENÇÃO
Fonte: o autor.
Fonte: adaptada de: AMARAL, C. P. Gestão da manutenção. Apostila do curso de Manutenção Classe Mundial promovido pela Abraman. Maringá, 2012.
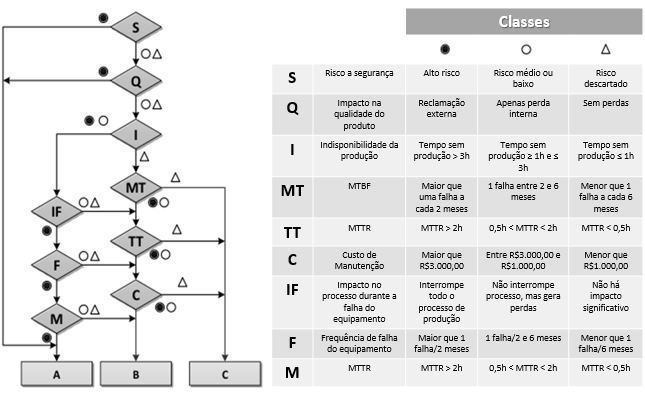
Fonte: o autor. INDICADORES DE DESEMPENHO DA MANUTENÇÃO
Fonte: o autor. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ALTERNATIVAS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||