

43 9 84869985
MAPA – SIMULAÇÃO DE PROCESSOS PRODUTIVOS – 52_2024
CONTEXTUALIZAÇÃO
Coração Dourado e a Metalurgia do Pó
Há alguns anos, a Metalúrgica Vale Dourado estava enfrentando desafios significativos. A competição acirrada no mercado de peças metálicas e a pressão por produtos mais leves, duráveis e econômicos estavam ameaçando sua sobrevivência. Foi quando Miguel, tomou a decisão ousada de investir na tecnologia emergente da metalurgia do pó.
A metalurgia do pó é uma técnica de fabricação de peças metálicas por meio da compactação e sinterização de pós metálicos. Miguel e sua equipe montaram uma linha de produção especializada, equipada com prensas de alta precisão, fornos de sinterização avançados e sistemas de controle de qualidade meticulosos.
O Produto Emblemático: O primeiro grande sucesso da Metalúrgica Vale Dourado na metalurgia do pó foi o “Coração Dourado” – um componente usado em sistemas de transmissão de alta performance. Feito de uma liga especial de aço, o Coração Dourado era conhecido por sua resistência excepcional, leveza e durabilidade. – Rapidamente, tornou-se um produto de destaque da empresa, buscado por indústrias de maquinaria em todo o país. Por ser uma peça grande ele é produzido em lote unitários, ou seja, um por vez.
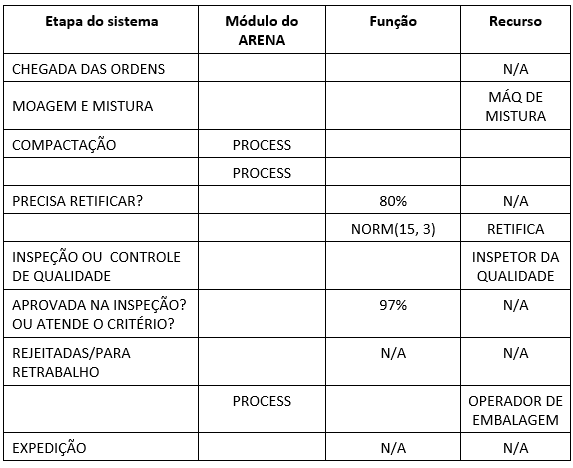
O processo: Para a produção se iniciar, uma seleção e preparação dos pós metálicos já é realizada com antecedência. Materiais como ferro, cobre, níquel e ligas especiais são cuidadosamente escolhidos com base nas propriedades desejadas para o produto final. Os pedidos do Coração Dourado chegam na fábrica seguindo uma distribuição exponencial de 100 minutos. Os pós são então submetidos a processos de moagem e mistura, seguindo uma distribuição EXPO(30) minutos para garantir uma distribuição homogênea das partículas.
Os pós metálicos preparados são alimentados para a prensa de alta precisão na forma de moldes. Sob altas pressões, os pós são compactados em formas precisas reproduzindo detalhes intrincados e geometrias complexas. O tempo de compactação segue uma distribuição Normal com média 5 minutos e desvio padrão 1 minuto. Ele garante a densidade e integridade estrutural adequadas das peças.
As peças compactadas são então colocadas no forno de sinterização, onde são submetidas a temperaturas controladas em atmosferas controladas segundo uma distribuição Triangular com mínimo de 120 minutos, moda de 150 minutos e máximo de 180 minutos. Durante a sinterização, as partículas de metal se fundem parcialmente, formando ligações sólidas entre si. Isso resulta na consolidação das peças e no aumento da resistência mecânica.
Após a sinterização, 80% das peças são submetidas ao processo de retificação para dar acabamentos às peças e alcançar as dimensões finais e a qualidade superficial desejadas. Esse processo de retificação segue uma distribuição Normal com média de 15 minutos e desvio padrão de 3 minutos.
Antes de irem para embalagem e expedição, 100% das peças produzidas passam por um rigoroso controle de qualidade. Isso inclui inspeções visuais, testes dimensionais, testes de resistência e análises químicas. Em média, 3% das peças não atendem aos critérios de qualidade e são rejeitadas ou retrabalhadas conforme necessário. O tempo de inspeção, realizada pelo Inspetor da Qualidade, segue uma distribuição Exponencial com média de 10 minutos.
FASE 1
FASE 2
•Entre sinterização e retificação: 60s
•Entre sinterização e inspeção da qualidade: 80s
•Entre retificação e inspeção da qualidade: 20s
•Entre inspeção da qualidade e embalagem:45s
Embora nesse caso os tempos de deslocamento sejam desprezíveis, não interferindo significativamente nos resultados, você deve considerá-los nessa simulação.
Elabore uma simulação no software ARENA com duração de 24 horas, considerando 10 replicações e com unidade de Tempo Base em minutos.
Responda:
a) Apresente uma imagem do fluxograma criado no ARENA.
b) Qual foi a quantidade de peças que entraram e saíram do processo? Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
c) Qual foi o tempo total médio para a fabricação de uma peça? Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
d) Qual foi o tempo total médio de transferência de uma peça? Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
e) Qual o tamanho médio das filas e o tempo médio de espera nas filas? Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
f) Qual operação possui maior número médio de entidades aguardando na fila? Qual é o tempo médio de espera nessa fila?
g) Qual a taxa de ocupação de cada recurso em percentual? Qual recurso está mais sobrecarregado e qual recurso está mais ocioso? Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
FASE 3
Prezando pela qualidade de suas peças, a fábrica decidiu implementar mais um controle de qualidade durante o processo de fabricação, agora após a etapa de sinterização. Como você ainda não tem a distribuição de probabilidade que melhor ajusta os dados desse novo controle de qualidade para incluir na simulação, foram coletados 30 tempos desse processo que se iniciou a poucos dias, conforme mostra a Tabela 1, em minutos.

Encontre qual expressão representa melhor o comportamento desses dados utilizando o Input Analyzer do ARENA e qual o valor do seu erro quadrático. Mostre também qual é a função que pior representa esses dados e qual é o valor do seu erro quadrático.
Para isso, crie um arquivo de texto para os dados e utilize o Input Analyzer, do ARENA. Deixe claro na resposta, as funções encontradas e o gráfico de histograma gerado pelo Input Analyzer (prints).
FASE 4
Avaliando o processo produtivo, na prática sabemos que a metalurgia do pó utiliza esteiras rolantes entre algumas de suas etapas. Se o Miguel pedisse para você simular novamente esse processo representando as esteiras transportadoras que ele possui, quais módulos do ARENA você utilizaria para fazer essa simulação e para que serve cada um deles? (Não é necessário simular).
O modelo de resposta para o MAPA pode ser acessado em: https://drive.google.com/drive/folders/1iS-AqsFBmGxaTKBn7I2xY4EOQWBHM6Pb?usp=sharing





